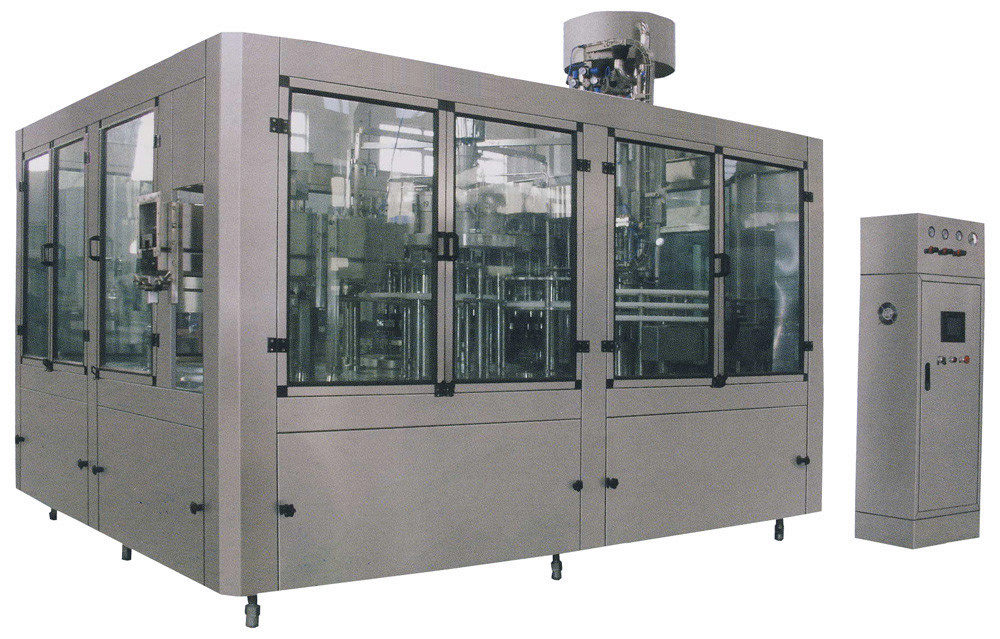
Триблок изобарического розлива пива PXJF18-18-6
Триблок изобарического розлива серии PXJF – автоматическое оборудование, сочетающие в себе функции ополаскивания, наполнения и укупорки бутылок, предназначенное для розлива газированных напитков, при розливе которых образуется обильное количество пены, например, пиво, квас. Триблок так же подходит для розлива обычной минеральной, питьевой газированной воды, газированной алкогольной продукции и прочего. Благодаря высокой производительности и автоматизации производственного процесса, при низком энергопотреблении и минимальных потребностях в обслуживающем персонале, триблоки на сегодняшний день являются самым современным оборудованием для розлива различных напитков, в техническом аспекте намного превосходят любые линии розлива, состоящие из раздельных функциональных машин.
Преимущества:
· Высокая производительность, низкий расход электроэнергии, минимальные потребности в обслуживающем персонале, для управления машиной требуется один человек – оператор. Это минимизирует производственные затраты, что позволяет уменьшить стоимость реализации готовой продукции на потребительском рынке.
· Высокий уровень автоматизации, производственный процесс контролируется PLC, который программируется по средствам жидкокристаллического сенсорного экрана, где так же отображается подробная статистика производства и текущие настройки основных узлов оборудования.
· Триблок может напрямую стыковаться с автоматом выдува ПЭТ бутылок, уменьшается количество обслуживающего персонала, снижается вероятность сбоя работы линии из-за ошибки оператора или вероятность повторного загрязнения тары по небрежности. Скорость работы триблока регулируется бесступенчато вариатором, что позволяет синхронизировать работу машины выдува и машины розлива.
· Готовые ПЭТ бутылки устанавливаются на подающий воздушный транспортёр, пробки засыпаются в бункер специального загрузчика. Далее загрузка тары в триблок, установка необходимых интервалов между отдельными бутылками, ополаскивание, наполнение, подача пробок на узел укупора, укупорка наполненных бутылок и выдача готовой продукции осуществляется в автоматическом режиме.
· Современная рациональная конструкция узлов триблока, позволяет легко перенастраивать машину под различный объём и размеры тары, что позволяет выпускать большой ассортимент продукции на одной единице оборудования, без замены основных деталей и глобальной переналадки.
· Оборудование оснащено серией контрольных датчиков, в случае отсутствия тары, ополаскивание, розлив и укупорка не осуществляются, что исключает вероятность напрасного расхода воды ополаскивания, разливаемого продукта, пластиковых пробок.
· Машина оснащена современной автоматической системой диагностики неисправностей. В случае возникновения неполадки, работа оборудования останавливается, на экране высвечивается информация об ошибке, это исключает вероятность эксплуатации оборудования в неисправном режиме, что может привести к более серьёзной поломке. Повышается безопасность эксплуатации оборудования.
· Точный инженерный расчёт, сборка квалифицированными специалистами в заводских условиях, использование основных деталей известных мировых производителей “MITSUBISHI”, “DELTA”, “LG”, “AIRTAC”, гарантирует надёжность и стабильность эксплуатации.
Технические характеристики:
Теоретическая производительность, БВЧ
1000 (по таре 2000мл)
Количество рабочих головок, шт.
Ополаскивание
Розлив
Укупор
18
18
6
Электропитание, В (Гц)
380 (50)
Потребляемая мощность, кВт
7,0
Рабочее давление пневматики, МПа
0,6-0,8
Расход воздуха, м3/мин.
0,6
Давление воды ополаскивания, МПа
0,25-0,3
Давление розлива, МПа
0,3-0,5
Габаритные размеры, мм
2850 Х 2012 Х 2700
Масса, кг
3000
*БВЧ – бутылок в час.
**Производительность указана теоретическая, фактическая зависит от типа продукта, степени газации и других факторов.
1. Триблок изобарического розлива пива 18-18-6, рассчитанный для розлива бутылки одного объёма. В случае нескольких видов бутылок, необходимо дополнительно приобретать сменный комплект запчастей, один комплект для каждой бутылки, стоимость сменных запчастей рассчитывается отдельно. Ориентировочная стоимость комплекта 25,000 рублей.
Автоматический загрузчик пробок, 2метра воздушного подающего транспортёра, 4метра отводящего транспортёра. PLC, жидкокристаллический сенсорный экран. Стоимость указана на складе города Владивостока, включая НДС;
Транспортные по России не включены, зависят от транспортной компании, считаются отдельно после утверждения перечня оборудования.
Цена действительна в течении 10 банковских дней.
Гарантийные обязательства: гарантия на оборудование составляет 1 год, с момента ввода в эксплуатацию и подписания соответствующих актов;
Срок поставки оборудования: 45-50 рабочих дней (на склад Владивостока), с момента подписания договора, поступления авансового платежа и утверждения чертежей эскизов всех бутылок, из них:
30-35 дней изготовление оборудования;
10-15 дней вывоз оборудования из КНР;
Оборудование сертифицировано!
Порядок расчёта:
60% - предоплата, после подписания договора в течении 3-5 банковских дней.
30% - после уведомления о готовности оборудования к отгрузке с завода изготовителя.
10% - остаток, по готовности отгрузки оборудования со склада Владивостока в адрес Заказчика или после завершения пуско-наладочных работ.
В случае иных пожеланий, порядок расчёта может быть оговорен в индивидуальном порядке.
Другие наши сервисы:
· Организуем доставку оборудования по территории РФ железнодорожным или иным видом транспорта;
· Осуществим квалифицированный перевод всей сопутствующей технической документации оборудования на русский язык;
· Расставим оборудование в соответствии с технологией эксплуатации с привязкой к конкретному помещению, обозначим подвод коммуникаций, дадим рекомендации по монтажу и приобретению монтажных материалов;
· Отправим специалиста для осуществления пуско-наладочных работ и запуска оборудования в эксплуатацию, осуществим обучение персонала. Проезд и проживание оплачиваются Покупателем, оговариваются в отдельном порядке;
· В случае необходимости, обеспечим быструю поставку оригинальных запасных частей с завода изготовителя в течение недели. Время доставки до организации Заказчика зависит от географического расположения.
· Сопровождение оборудование на протяжении всего эксплуатационного периода, поставка запасных частей, вызов специалиста для диагностики.
Принцип действия оборудования:
Триблок не требует специального монтажа, может эксплуатироваться после размещения на рабочем месте, подвода соответствующего техническим требованиям электропитания, установки заземления, подключения сжатого воздуха, воды ополаскивания. Оборудование состоит из трёх основных технологических участков ополаскивания, розлива и укупора, а так же подающего воздушного транспортёра, ориентатора бутылок, автоматического загрузчика пробок, ориентатора пробок и отводящего транспортёра готовых бутылок.
Изготовленные на выдувном оборудовании ПЭТ бутылки оператором подвешиваются за горловину на специальную подающую колею (в случае подключения триблока к автомату выдува, бутылки устанавливаются и накапливаются на колее автоматически, без участия оператора). Вентилятор подающего транспортёра создаёт мощный воздушный поток, который “сдувает” бутылки к ориентатору. Ориентатор состоит из специального шнека и подающей звёздочки, которые рассчитываются индивидуально под размеры каждой бутылки (ключевую роль играет диаметр корпуса бутылки). Шнек задаёт определённые интервалы между беспорядочно прилетающими с воздушного транспортёра бутылками. Далее звёздочка передаёт бутылки на захваты горловины первого передаточного диска, который, зажав горловину бутылки, осуществляет перемещение тары в первый технологический узел ополаскивания.
Ополаскивание:
Предварительное ополаскивание тары является неотъемлемой частью технологического процесса производства питьевых напитков в бутылках. Сам по себе процесс не является комплексной мойкой тары, роль ополаскивания заключается в очистке ёмкости бутылки от мелкого механического мусора и пыли, которые могли попасть в результате долгого хранения преформ или готовых бутылок на складе, вместе с воздухом выдува или из окружающего помещения цеха.
Первый диск передаёт бутылки на захваты горловины карусели ополаскивания. Далее по мере вращения карусели, бутылка по средствам специального коромысла переворачивается вверх дном, внутрь бутылки опускается разбрызгиватель, открывается электромагнитный клапан, начинает разбрызгиваться вода, осуществляя тем самым ополаскивание тары. По мере вращения карусели, ополаскивание непрерывно продолжается. Пройдя цикл, электромагнитный клапан закрывается, перекрывается подача воды, бутылка некоторое время остаётся в перевёрнутом состоянии, чтобы вода ополаскивания успела стечь, затем тара возвращается в исходное положение и передаётся на захват второго промежуточного диска. Специальный датчик контролирует наличие тары, в случае отсутствия бутылки, ополаскивание не осуществляется, стержень розлива делает “холостой” оборот. Отработанная вода стекает в специальную накопительную ванну и выводится из триблока через сток. Допускается самостоятельная установка циркулирующей системы воды ополаскивания, это позволит использовать одну и ту же воду многократно, что дополнительно снизит производственные издержки.
Розлив:
Узел розлива состоит из карусели разливных головок и накопительной ёмкости продукции. В основу данного типа триблоков заложен принцип изобарического розлива, то есть продукт разливается в бутылки при избыточном давлении, что и позволяет сохранить газ внутри жидкости.
Второй промежуточный диск передаёт чистые бутылки на захваты карусели розлива. Пневматические зажимы диска розлива захватывают прибывшую с узла ополаскивания тару и поднимают её вверх. Бутылка центруется, срабатывает контактный выключатель, из механизма розлива подаётся углекислый газ, вытесняя тем самым кислород, тара фиксируется и герметизируется в разливной головке. Открывается клапан второй стадии, который дополнительно заполняет тару углекислым газом, балансируя тем самым давление газа внутри тары и ёмкости с продуктом, разливной стержень вытягивается вниз на дно бутылки. В этот момент бутылка начинает наполняться продуктом, вытесняемый углекислый газ возвращается в ёмкость с продуктом через отводящий патрубок. В момент, когда наливаемый продукт достигает определённого уровня и блокирует отводящий патрубок, розлив останавливается, разливной клапан закрывается, открывается отводящий клапан, из горловины стравливается воздух, что препятствует выплёскиванию продукта в момент разгерметизации тары. В процессе розлива продукт поступает снизу стержня, что устраняет образование обильного количества пены.
Технология изобарического розлива так же требует низкой температуры разливаемого продукта, которая не должна превышать +4 0С, чем ниже температура напитка, тем лучше растворяется углекислота (СО2). В зависимости от напитка, давление розлива так же можно регулировать.
Розлив пенных продуктов делается возможным благодаря специальной конструкции двух стадийного клапана, наполнение тары осуществляется снизу, что препятствует образованию пены
Укупор:
Узел укупора состоит из карусели электромагнитных головок, ориентатора пробок, подающего механизма и других частей. Пластиковые пробки загружаются в приёмный бункер автоматического загрузчика пробок
Специальные вентиляторы создают восходящий поток воздуха в транспортировочной трубе, по которой и осуществляется непрерывная подача пробок на ориентатор. Ориентатор механическим путём выставляет пробки в определённое положение и загружает их в подающую колею, по которой пробки скатываются до головки укупора. Ход и сила прижима электромагнитной головки регулируется, что позволяет настроить узел под индивидуальные особенности пробки, осуществляя качественный укупор, не причиняя деформации материалу.
Наполненные бутылки по средствам промежуточного диска подаются на захваты карусели укупора, которые в свою очередь перемещают бутылки к электромагнитным головкам, непосредственно на место завинчивания пробки. Специальный датчик контролирует наличие бутылки, в случае отсутствия тары, укупор не осуществляется. Пробка заранее подаётся на участок укупора, после подхода тары, головка быстро опускается и вращательным движением закручивает пробку на горловине тары, после чего так же быстро поднимается.
Готовые бутылки передаются на последний промежуточный диск, который транспортирует их к выходу из триблока и отпускает на отводящий конвейер.