Технические характеристики
Габариты:
- длина, мм……………………………………...……..6800
- ширина, мм………………………………….......…...1400
- высота, мм.…………………………………...………2400
Вес, кг………………………………………...………..1900
Производительность, шт./час…………..………500 - 4500
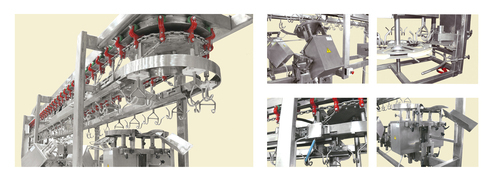
Линия состоит из следующих узлов:
- Рама
- Приводная станция……………………………....1,5 кВт
- Натяжная станция
- Модуль отрезания крыльев………….…...….2 х 1,1 кВт
- Модуль отрезания грудки……………………2 х 1,5 кВт
- Модуль отрезания спинки……………...……......1,1 кВт
- Модуль разделения окорочков и спинки……2 х 1,1 кВт
- Модуль разделения на бедро-голень….…….2 х 1,1 кВт
- Устройство сброса голени
- Поворотная подвеска
- Пульт управления
Основой линии является силовая рама из нержавеющей стали, на которой установлен стандартный подвесной конвейер с Т-образным несущим профилем, по которому движутся пластиковые каретки, установленные на тяговой цепи с шагом 6˝. Тушки навешиваются на подвесках закрепленных на каретках с шагом 12˝.
На нижней силовой раме установлены режущие модули, которые работают автономно, выполняя каждый свою операцию. Безусловным преимуществом таких модулей является то, что они могут настраиваться оптимальным образом для выпуска необходимых порций. Это позволяет увеличить выход продукции, пользующейся спросом. Например, модуль отрезания крыльев можно настроить так, чтобы крылья отрезались по суставу. Но можно оставлять мясо на грудке или на крыльях. Ясно, что выбор зависит от требований заказчика.
Модуль может размещаться перед устройством для обработки грудки. В нем расправленные крылья кур поступают направляющие так, чтобы суставы крыльев находились в положении реза. Затем, наклонно стоящие ножи отрезают крылья в зоне сустава.
За модулем отрезания крыльев установлен модуль отрезания передней части грудки. В нем тушки птицы, подаваемые цепным транспортером с каретками по лотку вытягиваются на приемный стержень. Предварительно настроенными направляющими определяется необходимый рез длины ребер, прежде чем грудка отрезается двумя вращающимися навстречу друг другу дисковыми ножами.
Модуль отрезания спинки, модуль разрезания задней половины на окорочка по спинному хребту или с вырезкой спинного хребта. В нем задние полутушки центруются таким образом, чтобы вращающимся дисковым ножом, расположенным под углом, отрезалась спинная часть тушки.
В модуле разделения окорочков и спинки задние полутушки поступают в направляющие и центруются. Выборочно можно двумя вращающимися дисковыми ножами вырезать спинную полоску или одним вращающимся дисковым ножом разрезать заднюю полутушку посередине.
Затем следует модуль разделения окорочков на бедро - голень. Диск, приводимый в движение цепью с подвесками, захватывает окорочка в камеры и направляет их под дисковый под дисковый вращающийся нож. При необходимости режущий узел модуля может быть выведен из работы. В этом случае на станцию сброса поступает целый окорочек.
С помощью устройства сброса голени (сбрасыватель) удаляются висящие на подвесках продукты (голень и окорочок).
Шкаф управления установлен на раме и содержит частотный преобразователь. Подходит для подключения двигателей и привода линии разделки.
Ручная операция требуется только на этапе навески тушек на транспортную подвеску. Вдоль конвейера установлены станции разворота транспортных подвесок, чтобы тушка к режущим модулям поступала в требуемом положении. Скорость конвейера плавно регулируется частотным преобразователем, что позволяет настраивать производительность системы от 500 до 4500 шт/час.
Эта компактная линия разделки легко устанавливается и настраивается, поэтому может быть пущена в эксплуатацию немедленно. Идеально подходит для предприятий с ограниченной производственной площадью.