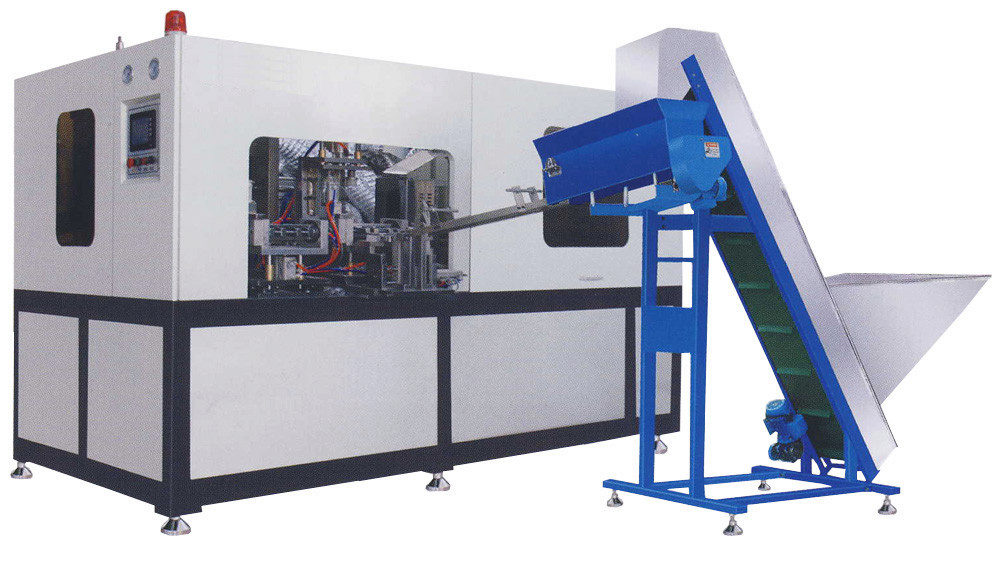
Автомат выдува ПЭТ тары линейного типа производительностью 6000 БВЧ
Посмотреть оборудование можно здесь
0S_Lk3evjQ=0v?watch/com.youtube.www://http
Оборудование предназначено для изготовления ПЭТ бутылок путём раздува преформ (заготовок) воздухом высокого давления в прессформе. Такие бутылки широко используются пищевыми предприятиями для розлива питьевой газированной/негазированной воды, напитков, соков, растительных масел, молока и молочной продукции, а так же предприятиями других отраслей промышленности для розлива бытовой химии, косметической продукции, фармацевтических препаратов и прочего. Оборудование является полностью автоматическим, не требует перманентного присутствия операторского персонала, ориентировано на производство большого количества бутылок, объёмом до двух литров.
Преимущества:
· Автоматы серии ZQ-B имеют линейное исполнение, что значительно уменьшает габаритные размеры, не снижая при этом технические возможности оборудования. Машина обладает высокой производительностью при минимальных ресурсных затратах, принцип выдува снизу вверх, полностью исключает вероятность перегрева горловины преформы, что может привести к деформации тары, процент брака снижен до минимума.
· Гидравлическая система смыкания прессформы намного эффективней традиционной пневматической системы. Матрица смыкается быстрее, возрастает производительность оборудования, высокая сила смыкания максимально плотно прижимает части прессформы друг к другу, что делает практически не заметным горизонтальные швы на поверхности готовой тары. Получаемые бутылки обладают более высоким качеством.
· При конструкции выдува снизу вверх, преформы перемещаются внутри производственного цикла автомата по средствам специальных транспортировочных головок, преформа насаживается на головку, а не зажимается за горловину. Это позволяет использовать преформы с горловиной одинакового диаметра, но с разными стандартами резьбы, при этом не требуется никакие технические переоснащения оборудования.
· Производственный процесс полностью автоматизирован, контролируется PLC, который программируется по средствам сенсорного экрана, где так же отображаются значения текущих основных параметров и статистика производства. Ход штоков, время предварительного выдува, время основного выдува и прочие параметры можно индивидуально настраивать под особенности и объём каждой тары, что позволяет добиться идеального качества получаемых бутылок.
· Печь разогрева использует инфракрасные тэны, что обеспечивает максимально эффективный зональный разогрев материала преформы, при минимальных затратах электроэнергии. Специальные тепловые отражатели позволяют поддерживать требуемую температуру внутри камеры разогрева, в случае выдува небольшой тары, невостребованные уровни тэнов можно отключать, что дополнительно сэкономит расход электроэнергии. Температура каждого уровня регулируется индивидуально, что позволяет максимально точно настроить оборудование под преформу определённой массы.
· Готовые бутылки выдаются на воздушный транспортёр или на пластинчатый конвейер (опция оговаривается в отдельном порядке, стоит дополнительных денег), автомат можно соединять непосредственно с линией розлива, создавать поточную производственную линию.
· Высокое давление выдува 30 атмосфер обеспечивает идеальное растяжение материала по прессформе, бутылка обретает красивый внешний вид, исключена вероятность смещения осевой линии или донышка тары.
· Точный инженерный расчёт, высокое качество сборки квалифицированными специалистами в заводских условиях, использование деталей известных мировых производителей гарантирует надёжность и стабильность эксплуатации оборудования.
Технические характеристики:
Теоретическая производительность, БВЧ
По таре 500мл
По таре 1000мл
По таре 1500мл
По таре 2000мл
5000-7000
6500-7000
5800-6400
5200-5600
5000-5500
Максимальный объём выдуваемой тары, мл
2000
Максимальные размеры выдуваемой тары, мм
Диаметр
Высота
Горловина
105
330
45
Количество гнёзд в прессформе, шт.
6
Электропитание, В (Гц)
220/380 (50)
Максимальная мощность разогрева, кВт
55
Установленная мощность оборудования, кВт
64
Усреднённая потребляемая мощность, кВт
36
Количество инфракрасных тэнов, шт.
56
Давление выдува, МПа
3,0-4,0
Расход воздуха на выдув, м3/мин.
5,0-6,0
Рабочее давление пневматики, МПа
0,7-1,0
Теоретический расход рабочего воздуха, м3/мин.
1,6
Давление охлаждающей воды, МПа
0,5-0,6
Требуемая температура охлаждающей воды, 0С
10
Производительность охладителя, ккал/час
8000
Потребность в проточной воде, л/мин.
88
Габаритные размеры основной машины, м
5,6*2,0*2,0
Масса основной машины, т
3,0
Примечания:
· БВЧ – бутылок в час;
· Производительность указана теоретическая, фактическая зависит от массы и размеров преформы, сложности формы тары, достигается только в случае использования качественных, соответствующих требуемым стандартам преформ.
· В случае нестандартных размеров бутылок, автомат можно модернизировать, комплектация и характеристики оговариваются в индивидуальном порядке.
Принцип действия:
Оборудование не требует специального монтажа, может эксплуатироваться непосредственно после размещения на рабочем месте, подвода соответствующих техническим требованиям коммуникаций, подключения электропитания, установки заземления. Оборудование является автоматическим, оператору необходимо только засыпать преформы в приёмный бункер загрузчика и задать производственные параметры, далее подача и загрузка преформ в машину выдува, разогрев преформ, выдув тары, выдача готовых бутылок осуществляется в автоматическом режиме.
Подача преформ:
Преформы засыпаются в бункер загрузчика, они должны быть чистыми и сухими, не должны содержать крупных частиц постороннего мусора, в противном случае оборудование может выдать брак. Бункер имеет форму перевёрнутого конуса, благодаря чему преформа не может застрять в углу ёмкости, абсолютно все преформы гарантировано попадут на подъёмный транспортёр. Подъёмный транспортёр осуществляет перемещение преформ из бункера к роликовому ориентатору, лента транспортёра имеет специальные ступеньки, за которые и цепляются преформы. Поднявшись на требуемую высоту, преформа падает в ёмкость ориентатора.
Роликовый ориентатор:
Роликовый ориентатор представляет собой группы парных синхронно вращающихся валов, расстояние между валами выстраивается в соответствии с диаметром корпуса преформы. Преформа за счёт собственной массы проваливается в зазор между валами и повисает на горловине, вращающиеся валы осуществляют перемещения преформ в узел загрузки. Сверху валов установлены специальные вращающиеся щётки, если преформа не установлена должным образом, она не может пройти под щёткой, лопасти щётки отбрасывают её обратно в ёмкость ориентатора, где преформа заходит на второй круг, пока не займёт требуемое положение.
Устройство загрузки и основной транспортный цикл:
Пройдя ориентатор, преформы партиями устанавливаются в пазы загрузчика. Специальный пневматический механизм захватывает партию преформ за горловину, переворачивает их и переносит на головки основного транспортёра автомата выдува. Транспортёр движется циклически, перемещая преформы партиями из одного технологического узла в другой, сначала на разогрев, затем на выдув, в конце на узел выгрузки.
Разогрев:
Зона разогрева представляет собой несколько инфракрасных печей (зависит от модели), преформы партиями загружаются в печь. В зависимости от массы и размеров преформы, включается требуемое количество уровней, задаётся рабочая температура тэнов. В зоне печи привод транспортёра имеет дополнительные шестерёнки, по средствам которых головка транспортёра может вращаться вокруг собственной оси, что обеспечивает более качественный разогрев преформы.
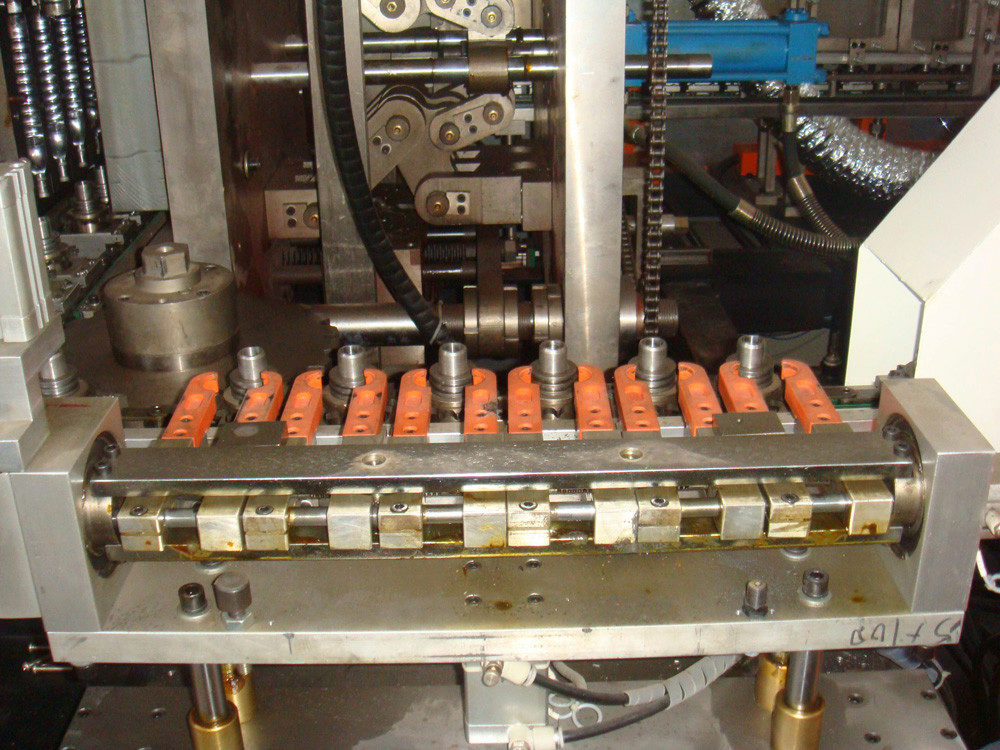
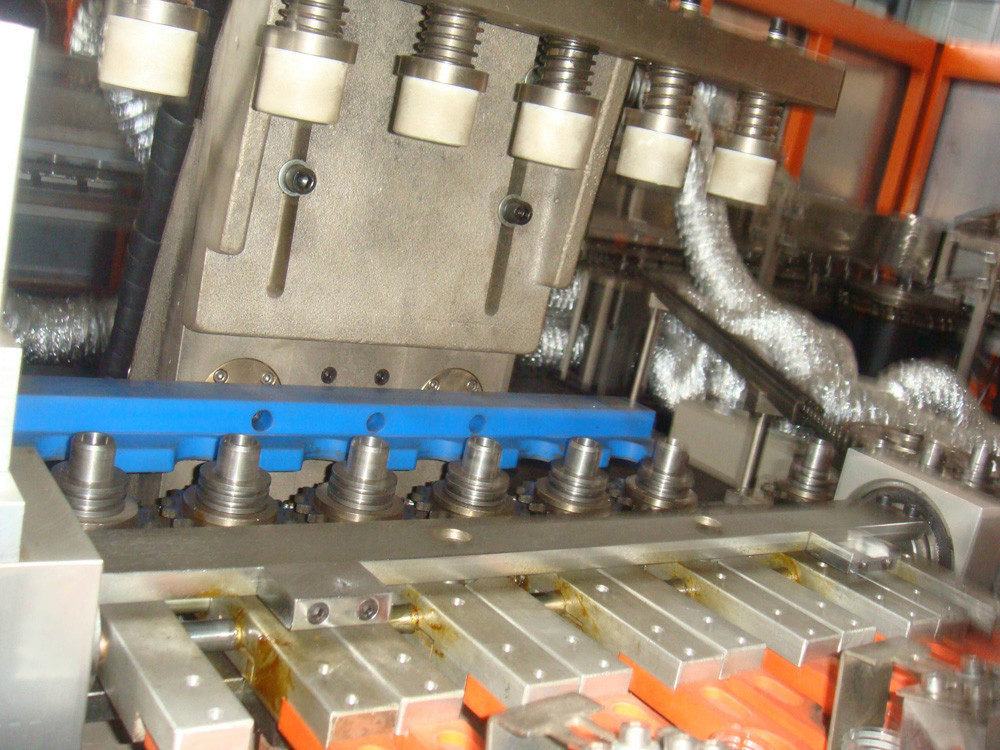
Узел выдува и механизм выгрузки тары:
Разогретые преформы так же партиями транспортируются в узел выдува и устанавливаются точно по центру гнёзд матрицы. Внутренняя часть матрицы изготавливается точно по эскизу бутылки, повторяя все контуры и очертания получаемой тары. После того как преформы установлены, гидравлический механизм быстро смыкает части прессформы, опускаются штоки, растягивая материал по всей глубине матрицы, затем осуществляется предварительный выдув и основной выдув. Готовые бутылки за горловину захватываются специальным механизмом, который переворачивает их дном вниз и выдаёт из автомата выдува. Далее бутылки толкателем выбрасываются из машины или подаются на транспортёр (если данная опция заказана).